
主页 > 信息中心 > 行业动态 >
斯曼(DSM)Stanyl PA46的介绍及加工工艺
Stanyl聚酰胺46由DSM公司独家生产和销售,向全世界推广应用。Stanyl在1991年就已获得ISO9001的认证,技术人员可提供全球范围内的技术支持:包括产品设计、成型加工和选材。
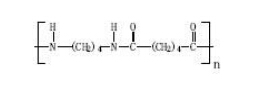
Stanyl PA46是由二氨基丁烷和己二醇缩聚而成的脂肪族聚酰胺,其化学结构式为:
Stanyl PA46的主要特征如下:
①极佳的短期和长期耐热性:非增强型PA46的热变形温度HDT为160℃,增强型PA46的HDT为290℃;而长期使用温度CUT为163℃。
②高温下能保持高刚度:由于结晶度高,Stanyl 在接近其熔点时仍能保持高刚度,这样在要求较高的场合,与其它材料如PA6、PA66和PCT相比,安全系数更高。PPA和PPS在室温下刚性模量很高,但在高温(100℃以上)时,其硬度会显著下降。
③高抗蠕变力,特别是在高温下:性能最佳和寿命最长的工程塑料在长期负荷情况下必须有较高的抗蠕变力(即在负荷下塑料变形低)。而Stanyl PA46的高结晶度使其在高温下(100℃以上)能极好地保持其刚度,因此也使得其抗蠕变力增加,比多数工程塑料和耐热材料的抗蠕变力更强。
④优异的韧性:Stanyl 结晶率高,形成许多小型晶体球粒,这就是Stanyl 比其它工程塑料韧性更佳的原因。Stanyl PA46即使在较低的温度下(0℃以下),缺口冲击强度值仍保持高水平。
⑤极佳的抗疲劳强度和耐磨性:Stanyl 的高结晶度和良好的晶状结构使其比大多数工程塑料和耐热塑料具有更佳的抗疲劳强度,优于PPA、PPS和PA66。而对于齿轮、拉链器来说,抗疲劳强度很重要。Stanyl PA46还有极好的耐磨性,虽然Stanyl 与PA66、POM的摩擦系数很相似,但Stanyl 的PV额定值较高,从而允许对Stanyl 施加高压或高速。改性Stanyl 有更好的耐磨性;Stanyl 表面光滑坚固,加之在高温下的刚性使其成为滑动部件的理想材料。
⑥良好的耐化学性:聚酰胺以其耐多种化学腐蚀而闻名。一般来说,Stanyl 也一样,并在某些情况下,Stanyl 的耐化学性更强,特别是在较高温度下,它对油和油脂的耐腐蚀性极佳。因而Stanyl 是汽车工业中引擎顶盖下面部件的理想材料,也是汽车工业中齿轮和轴承的理想材料。但是Stanyl 和其它聚酰胺一样会被强酸所腐蚀,而且还吸收极性溶剂。
⑦电气特性和阻燃性好:Stanyl具有很高的表面和体积电阻率、绝缘强度和相当好的抗刻划能力。这些性能的具体级别取决于特定品级、温度和水分含量。一般来说,这些性能在高温时仍能保持在较高的水平上,足以满足严格要求的应用场合。这一点,外加上Stanyl的耐高峰值温度性能和高韧性,使其成为需焊接到印刷电路板(PCB)上的元件的最佳选择。另外根据Underwriter Laboratories(担保人试验室)的UL94级别,还研究出了多种阻燃型产品,额定值为V-0(即使在0.35mm);而与UL1446相应的H级(180)额定值是Stanyl PA46玻纤增强级的额定值。
⑧加工性能好:与其它工程塑料相比,Stanyl可以显著地缩短成型周期时间,因为它的结晶速率很快;试验表明,用Stanyl加工可以比PPA缩短30~45%的成型周期时间,比PCT缩短25~40%的成型周期时间,比PPS缩短30~50%的成型周期时间,比聚酯缩短30~45%的成型周期时间。Stanyl熔化时的流动性极佳,没有任何溢料。再加之在高温时的高硬度,这些都简化了薄壁制品的设计和生产。这意味着从用各种材料制成的最终制品的造价来看,壁薄和成型周期短的优势使Stanyl成为最经济的加工材料。另外由于Stanyl的结晶温度低,因此加工不需高模温(80℃即可)。
Stanyl PA46的杰出性能可为生产者和最终用户带来以下益处:
· 耐高温;
· 材料费用低:因为机械性能杰出,壁厚允许较薄,从而减轻了重量,降低了制品价格;
· 成型设备的生产能力提高30%:因为与其它工程塑料相比,其成型周期短;
· 设计自由度大,因为机械性能优异,充模流动性良好;
· 加工安全、方便、经济,用80℃模温即可,不像PA6T、PPS等需要高模温;
· 不需要后处理,因为不会出现毛刺;
· 从PA6、PA66或聚酯转换到Stanyl时无需修改模具。
Stanyl PA46的典型应用包括:
◎电气及电子应用:SMD元件,接插件,断路器,绕线元件,电动马达部件和电器元件;
◎齿轮、轴承和轴承罩;
◎汽车应用:传感器和连接器,如:马达控制系统、进气设备、电缆紧固件,交流发电机和起动机部件;以及排气控制和辅助供气系统的泵壳。
STANYL PA46注塑技术要点
1.干燥:
●完装密封的纸袋:无需预先干燥。
●经已开启的纸袋:必须放在有除湿装置的干燥料桶内,在120℃温度进行4小时的排风干燥。干燥的时间长短在于塑料暴露在潮湿空气的多少程度。在操作过程中,塑料必须放在有除湿装置的干燥料桶内,温度保持在100℃。
2.注塑温度调控
●STANYL是聚酰胺类(PA46),融熔温度在295℃。理想的材料温度可以在300~315℃获得。(它包括材料断裂时所得拉伸数值及在悬臂梁下的抗冲击数值IZOD)。
| STANYL | 后段(输送) | 中段(压缩) | 前段(计量) | 喷嘴 | |
| 不含纤维加固 | 285~300 | 290~305 | 295~310 | 295~310 | (料溫) |
| 含纤维加固 | 285~305 | 295~310 | 300~315 | 300~315 | (料溫) |
3.滞留时间(指在熔炉筒内)
●为防止在操作过程中出现严重塑料性能下降。(从而做出理想的机械性能)如下乃最高的滞留时间:
①不含纤维加固的STANYL:6~10分钟
②含纤维加固的STANYL:5分钟
●避免使用大容量的注塑机,指相对于成品体积而言。
滞留时间=循环时间×(熔炉筒内能盛载的容量/成品容量)
4.模具温度
●建议模具温度在80~120℃使用。
5.金属嵌件
●预先加热至120~150℃。
6.其它调控
●建议使用高射速(射出压力必须在600bar至1500bar)从而避免塑料过早固化。
●建议使用低量的二次压力(最高约为射出压力的三分之二)从而避免太大的内部应力。
●建议使用低量的背压(5bar)。
●螺杆回转速度不能超越:200RPM(螺杆直径在20mm);100RPM(螺杆直径在45mm)
●由于STANYL有非常快的结晶速度,所以能保持很短的循环时间。